
Venner som gjør detInvesteringsstøpingVet at denne virksomheten handler om "detaljer bestemmer suksess eller fiasko". Kunder vil kanskje ha flyblader, medisinsk utstyr eller presisjonsinstrumentdeler, og en forskjell på 0,01 mm kan gjøre produktet skrotet. La oss i dag snakke om hvordan vi kan oppnå nøyaktigheten av støpegods.
1. Voksmodellfremstilling - "Første passering" av nøyaktighet
Voksmodellen er som "genet" av støpingen. Hvis dette trinnet er skjevt, vil alt resten være forgjeves. Nå bruker mainstream 3D Printing Wax-modeller, og nøyaktigheten av lyshellet harpiks kan nå ± 0,05 mm, noe som er mye bedre enn tradisjonell håndskjæring. Men vær oppmerksom på temperaturkontroll. Hvis verkstedstemperaturen er forskjellig med 5 ℃, kan krympingshastigheten til voksmodellen være uberegnelig. Det anbefales å bruke konstant temperatur- og fuktighetsutstyr, ikke spare disse små pengene.
2. Skallfremstillingsprosess - Ikke la det keramiske skallet "pit" deg
Hvor mange lag med silikasol -maling påføres og hvor tykt hvert lag direkte påvirker den endelige størrelsen. En fabrikk var lat og børstet ett mindre lag, noe som resulterte i sandhull over hele overflaten av støpet. Nå er det populært å bruke "Gradient Shell Making" - fint pulver til det indre laget og grovt pulver til det ytre laget, som ikke bare kan sikre glatthet, men også redusere stressdeformasjon. Husk å tørke skallet i lang tid, ellers vil det "eksplodere" direkte under avlegging.
3. Smelting og helling - "temperamentet" for det smeltede metallet må forstås
Krympingshastigheten for rustfritt stål og legering med høy temperatur kan variere med 1%! Muggstørrelsen må justeres i henhold til materialegenskapene. Helletemperaturen er enda mer kritisk. En viss fabrikk for luftfartsdeler skrotet direkte støpingen fordi temperaturen var 20 ℃ høyere og kornstørrelsen var grov. Nå bruker vi programvare for muggstrømningsanalyse for å simulere på forhånd, noe som er mye mer pålitelig enn prøving og feiling.
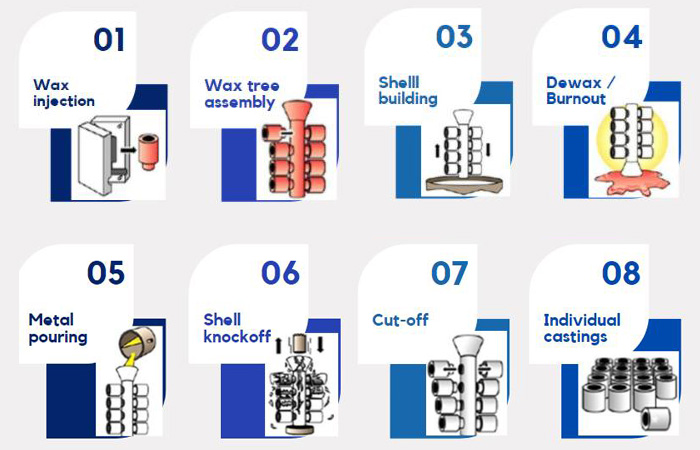
4.
Det er mer stabilt å bruke roboter for å slipe burrs avInvesteringsstøpingenn manuelt arbeid, men programmeringen er fin. Jeg har sett folk bruke store slipehjul for å spare problemer, men de sliper gjennom de tynnveggede delene. "Magnetisk sliping" er populær nå. Små deler er avrundet av seg selv i magnetfeltet, og nøyaktigheten kan kontrolleres til ± 0,02 mm.
5. Inspeksjonsmetoder - Ikke vent til forsendelsen for å "åpne den blinde boksen"
Tre-koordinatmålingsmaskin er standard, men ikke glem deteksjon av røntgenfeil. Det var en fabrikk som lagde turbinblader. Overflateinspeksjonen var alle kvalifiserte, men røntgenbildet fant interne porer og mistet nesten kundens ordre. Nå brukes til og med AI -visuell inspeksjon, noe som er raskere enn det menneskelige øyet og ikke gjør feil.
Konklusjon:
I den endelige analysen oppnås nøyaktigheten av støpegods ved et helt sett med "kombinasjonsspanser". Fra voksformer til inspeksjoner, må hver lenke tas på alvor. Nå er markedskonkurransen så voldsom, den som kan få ekstra 0,01 mm i nøyaktighet kan ta avanserte bestillinger. Neste gang kunden spør "hvordan du kan sikre nøyaktighet", bare kast denne artikkelen for ham - profesjonelle forhold må løses med profesjonelle metoder.
Som profesjonell produsent og leverandør tilbyr vi produkter av høy kvalitet. Hvis du er interessert i produktene våre eller har spørsmål, kan du gjerneKontakt oss.
De fleste av våre tilbud leveres innen 24/36 timer. og vanligvis på mye kortere tid, avhengig av prosjektdetaljer.
Teamet vårt vil kontakte deg direkte angående ditt CNC-bearbeidingstilbud for å sikre at du har mottatt og forstått alle aspekter ved tilbudet ditt og for å svare på spørsmål du måtte ha om alternativene dine.